


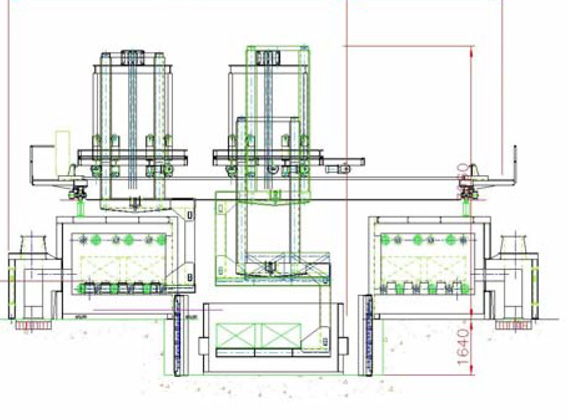







The Charger takes the material from the Loading/Unloading Station and sets it down on the supports located on the base of the Box Furnace. Once the charge material is placed on the base, the Furnace door closes and the material heating cycle starts.
Once heating is finished, the Furnace door opens, allowing the Charger to pick up the charge material and immediately place it in the Quench Tank. Once the quenching process is complete, the Charger takes the charge material out of the Quench Tank and places it on the Loading/Unloading Station.
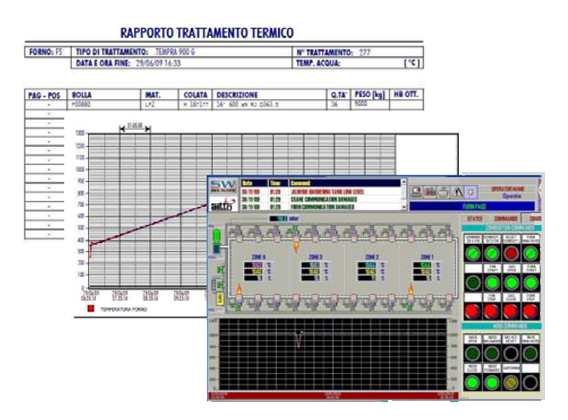
A Supervisory System, interfaced with the PLC Automation System, allows you to control and monitor the heat treatment line, generate process reports (in PDF or CSV format) and track the material.

Various Quench Tank configurations (square, rectangular, L- or T-shaped) are possible depending on the line layout.
We can also produce special solutions to suit your requirements, such as:
• Lift and lower immersion platform
• Control System for quench liquid temperature control

Two different Charger types (2-axis, 3-axis, with or without fork rotation) are available depending on the line layout.


